ما در این پست قصد داریم تا به قالب های خمکاری که یکی از مهمترین قالب ها در زمینه قالب های فلزی میباشد بپردازیم، پس با ما همراه باشید.
در دنیای امروزی همواره نیاز است تا قطعات مورد نیاز جامعه و صنعت را با سریعترین زمان و کیفیت ممکن تولید و به دست مشتری ها برسانیم
قالب ها یکی از مهمترین سیستم های هستند که به کمک انها میتوان با سرعت خیلی بالا قطعات رو تولید کرد.
قالب خمکاری چیست؟
ما برای خم زدن ورق های فلزی در صنعت از قالب های فلزی استفاده میکنیم .
قالب های خمکاری سهم بزرگی در صنعت دارند که به کمک انها میتوان خم های از ۱ تا ۱۸۰ درجه را در قطعات ایجاد کرد.
به طور مثال برای تولید بست های فلزی لازم است تا با یک سیستمی ورق برش خورده را
خمکاری کنیم که برای کار های از این قبیل، یک قالب خمکاری
مخصوص همان بست طراحی و تولید میکنیم تا به کمک ان قالب بتوانیم در زمان خیلی کم یک بست فلزی تولید کنیم.
انواع قالب های خمکاری
قالب های خمکاری به طور کلی به دو نوع قالب های خم با حرکت مستقیم و قالب های خم با حرکت دورانی تقسیم میشوند
قالب های خم با حرکت مستقیم عبارت اند از: قالب خم L شکل قالب خم V شکل قالب خمU شکل وقالب خم Z شکل
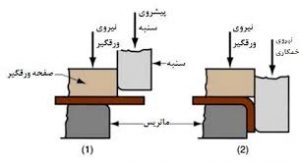
قالب خم L شکل یا خم کناره
برای مثال از موارد تولیدی این قالب ها میتوان به نبشی ها اشاره کرد در این حالت نیروی ورق گیر برابر با نیروی خم کاری میباشد
قالب های خم Vشکل
این قالب ها ورق را به فرم V خم میکنند .از این قالب ها در مواقعی که نیاز است تا قطعه خود را بصورت V دربیاوریم استفاده میکنیم.
قالب های خم Uشکل
قطعات U شکل را میتوان در یک قالب چنان پرسکاری کرد که همه لبه های خمکاری به طور همزمان خمکاری شوند.
قطعه کار بر اثر برگشت فنری خود در قالب گیر میکند که قطعه توسط یک بیرون انداز که در قالب قرار داده شده است از قالب به بیرون هدایت میشود.
قالب های خم Zشکل
قطعات zشکل را میتوان در قالب های ساده و در دو مرحله کاری تولید کرد.
ولی اگر تیراژ تولید بالا باشد این قطعات را میتوان توسط قالب های خم Z شکل در یک مرحله خمکاری نمود.
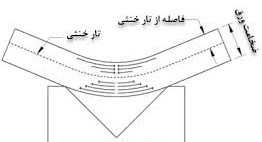
تار خنثی
تار خنثی محوری است در ورق که حین عمل خمکاری تنش در ان صفر است و در محاسبات طول خم مهم می باشد.
محور خنثی در سطوح منظم و متقارن قبل از خمکاری در مرکز سطح قرار دارد و بعد از عملیات خم
نثبت به شعاع خم و ضخامت ورق به سمت داخل خم کشیده میشود.
عیوب خمکاری
ریکویل
یکی از عیوب بوجود امده در خمکاری l شکل عیب ریکویل میباشد که عبارت است از
بلند شدن ورق از روی بستر که میتوان با استفاده از ورقگیر مناسب این عیب را کاهش داد.
گوش دار شدن
این عیب در اثر ناهمسانگردی ورق ایجاد میشود
زمانی که ورق در جهات مختلف رفتار متفاوت از خود بروز دهد در اصطلاح میگویند ورق ناهمسانگرد است.
گلوی شدن
در صورت انتخاب غیر مجاز شعاع خم مواد بیش از تنش مجاز ازدیاد طول نسبی پیدا کرده وضخامت ان کاهش میابد.
پوست پرتقالی شدن
این عیب در اثر دانه بندی درشت و کیفیت سطح ورق ایجاد میگردد.
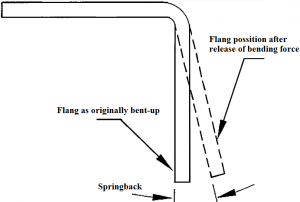
برگشت فنری
از انجای که مواد مدول الاستیسیته محدودی دارند با برداشتن نیروی خمکاری
ورق ها مقداری برمیگردند که به ان برگشت فنری میگویند.
برگشت فنری به عوامل زیر وابسته هستند:
۱:شعاع خم:هرچه شعاع خم کوچکتر باشد برگشت فنری کمتر است
۲:زاویه خم:هرچه بزرگتر باشد برگشت فنری بیشتر است
۳:ضخامت ورق:هرچه ورق ضخیم تر باشدبرگشت فنری کمتر است
روش های جلوگیری از برگشت فنری:
۱: خمکاری اضافی
۲:استفاده از کوبش در شعاع خم
۳:خمکاری کششی
۴:کاهش استحکام تسلیم مواد با کاهش دما
۵:افزایش سرعت خمکاری